A vacuum packaging machine is no longer a helpful gadget of a big factory. It has proven to be a viable business tool to food brands, manufacturers, retailers, cloud kitchens, exporters, and processors that require superior shelf life, cleaner presentation and reduced wastage.
A vacuum packaging machine enhances shelf life, by sucking the air and particularly oxygen before closing the pack. This delays oxidation, minimizes the environments that favor most of the spoilage reactions, preserves the texture and flavor, and allows the products to remain fresher in storage and transportation. The vacuum itself is not as important as the right machine, the quality of the pouch, the seal and the settings of the process.
What Is a Vacuum Packaging Machine?
A vacuum packing machine removes air from a package and seals it tightly. Its main purpose is to create a low-oxygen environment that helps preserve the product for a longer time.
This matters because oxygen is one of the biggest reasons packaged products lose quality. It can cause flavor loss, discoloration, odor changes, texture damage, and faster spoilage. Vacuum packaging does not automatically make every product shelf-stable, but when used correctly, it can significantly improve product preservation.
Most businesses use a vacuum packaging machine for these key benefits:
Extend product shelf life
Reduce spoilage
Improve stability during shipping
Create a cleaner and more organized package appearance
Save freezer and storage space
Support better portion control and inventory management
Deliver a more premium retail presentation
For commercial users, the advantages go beyond preservation. A vacuum packaging machine also improves packaging consistency, increases labor efficiency, and helps reduce material waste.
In simple words, a vacuum packing machine helps businesses keep products fresher, pack them better, and operate more efficiently.

How a Vacuum Packaging Machine Extends Shelf Life
1. It reduces oxygen inside the pack
When oxygen remains trapped around a product, it contributes to many forms of deterioration. Removing air helps slow those changes.
For foods, that often means better retention of color, aroma, and freshness. For non-food items, it can help protect against dust, moisture migration, and general exposure during transport and storage.
2. It improves seal protection
A proper vacuum package is compact and tightly sealed. That reduces the chance of loose pack movement, contamination exposure, and avoidable handling damage.
Seal quality is critical. Even a strong vacuum is wasted if the seal is weak, contaminated, wrinkled, or not compatible with the pouch.
3. It supports more consistent storage
Vacuum-packed products usually take up less space and stack more efficiently. That can improve cold-chain organization, stock rotation, and warehouse handling.
More organized storage often leads to fewer product losses, especially in operations handling multiple SKUs.
4. It helps reduce waste across the supply chain
A longer usable life means fewer products discarded before sale or use. That matters for manufacturers, distributors, retailers, and food service businesses alike.
This is one reason vacuum packaging is often seen as both a quality tool and a profitability tool.
What a Vacuum Packaging Machine Does Not Do
This is where many businesses get disappointed. They expect the machine alone to solve every preservation problem.
It will not:
- Replace proper hygiene
- Fix poor raw material quality
- Overcome incorrect storage temperature
- Make every product shelf-stable at room temperature
- Compensate for the wrong pouch structure
- Prevent spoilage if seals fail
Vacuum packaging works best as part of a controlled packaging system. You still need the right filling process, handling standards, pouch barrier properties, and storage conditions.
Types of Vacuum Packaging Machine
Choosing the right vacuum packaging machine starts with understanding the major formats.
Chamber Vacuum Packaging Machine
In a chamber system, the entire pouch is placed inside a chamber. The machine removes air from the chamber and the pouch, then seals the pack.
This is usually the better choice for commercial production because it handles a wider range of products and delivers more consistent results.
Best for:
- Food processors
- Meat, cheese, snacks, spices, sauces
- Medium to high-volume operations
- Wet or semi-liquid products
- Businesses needing stronger consistency
Advantages:
- Better sealing consistency
- Suitable for larger volumes
- Good for liquids and moist products
- Professional pack finish
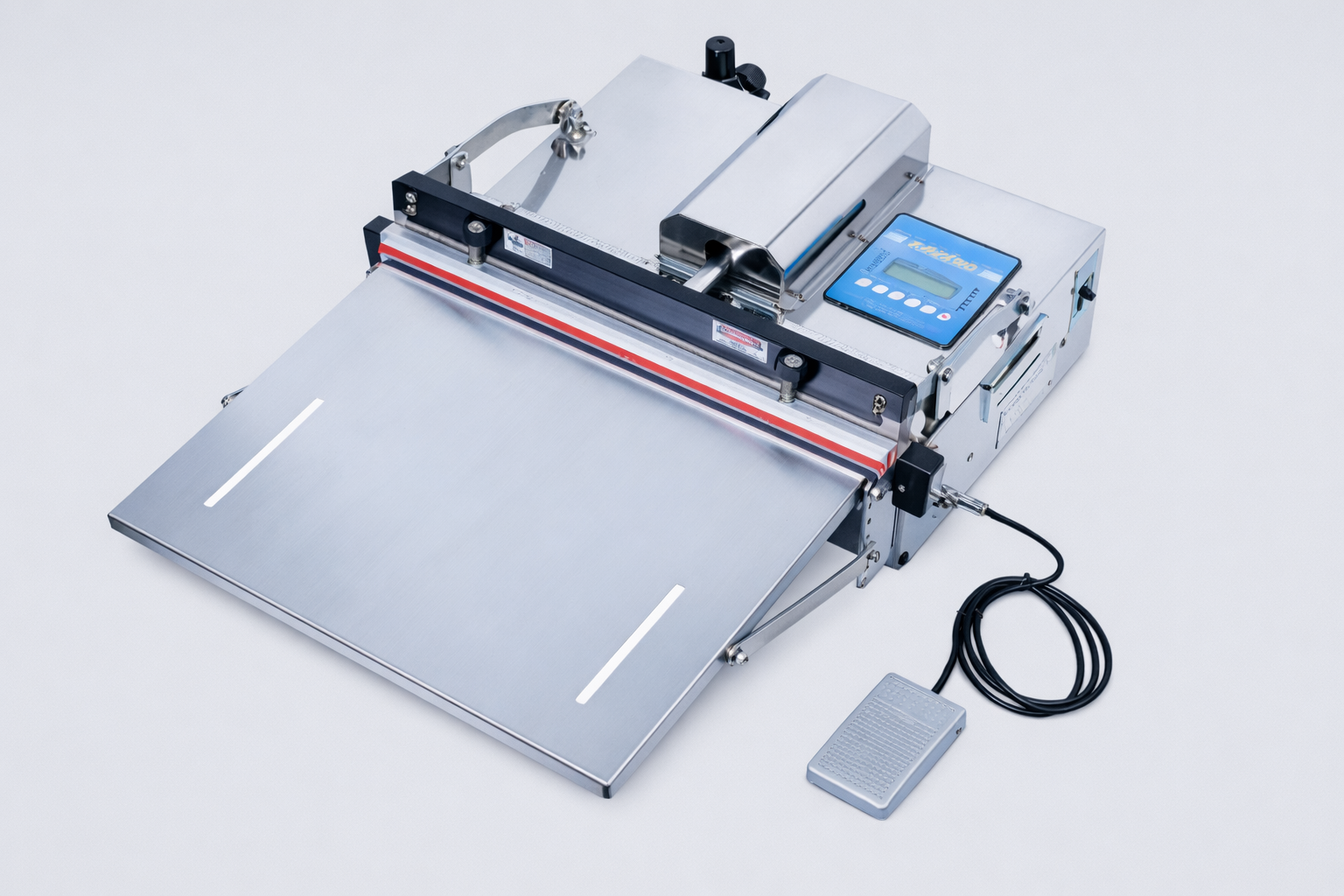
External Vacuum Sealer
In this type, the open end of the pouch is placed at the sealing area while the rest of the pouch stays outside the machine.
This is commonly used for lighter-duty operations.
Best for:
- Small businesses
- Low-volume operations
- Dry products
- Test batches or occasional packing
Advantages:
- Lower entry cost
- Smaller footprint
- Simpler for basic applications
Limitations:
- Less ideal for liquids
- May be slower
- Usually less robust for continuous production
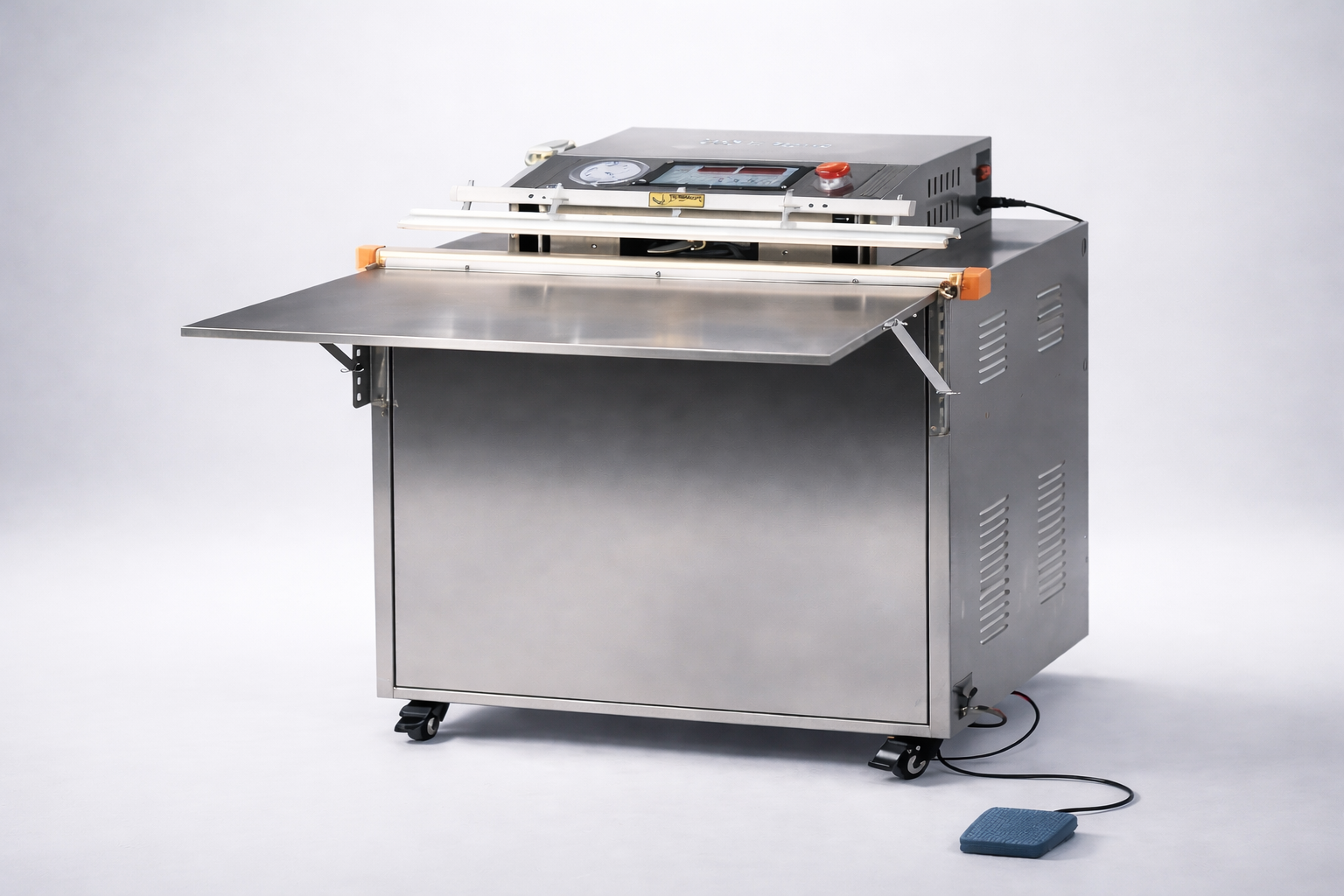
Nozzle Vacuum Packaging Machine
A nozzle system inserts a suction nozzle into the pouch opening to remove air before sealing.
It is often used for larger bags or industrial packaging where a chamber machine may not be practical.
Best for:
- Large-format packaging
- Industrial goods
- Bulky products
- Customized pack sizes
Double Chamber Vacuum Packaging Machine
This is designed for higher productivity. While one chamber runs, the other can be loaded or unloaded.
Best for:
- Commercial manufacturing
- High-throughput operations
- Businesses looking to improve packing speed without sacrificing seal quality
Who Should Use a Vacuum Packaging Machine?
A vacuum packaging machine is especially valuable when product freshness, quality retention, and handling efficiency affect sales or operational cost.
It is commonly useful for:
Food brands and processors
Vacuum packaging machine is widely used for meat, seafood, cheese, ready-to-cook items, dry fruits, snacks, spices, coffee, bakery components, and meal-prep products.

Cloud kitchens and food service businesses
It helps with batch prep, portion control, marination, freezer storage, and operational consistency.
Pharma and nutraceutical packaging users
Certain components, kits, or moisture-sensitive items may benefit from reduced air exposure and more secure packing, depending on the product and regulatory needs.

Non-food manufacturers
Hardware, medical consumables, textile accessories, components, and specialty items may use vacuum packaging for dust protection, compact packing, and cleaner handling.
How to Choose the Right Vacuum Packaging Machine
Here is the decision most buyers need help with: not whether they need one, but which one they should buy.
Step 1: Define your product type
Start with what you are packing:
- Dry or moist
- Fragile or dense
- Powdered or solid
- Sharp-edged or smooth
- Single SKU or many variations
Different products need different vacuum intensity, seal settings, and pouch types.
Step 2: Estimate your daily production volume
A business packing 50 pouches a day does not need the same setup as one packing 5,000.
Ask:
- How many packs per hour?
- Single shift or multi-shift?
- Manual, semi-automatic, or continuous workflow?
Volume affects machine size, chamber type, speed, and return on investment.
Step 3: Consider pouch size and material
Your machine must support the pouch dimensions and barrier requirements you need.
Look at:
- Width and length
- Thickness
- Heat-seal compatibility
- Product visibility needs
- Puncture resistance
- Oxygen and moisture barrier requirements
Step 4: Review seal quality requirements
If your seals fail, your packaging fails.
Check for:
- Seal width
- Consistency
- Temperature control
- Ease of maintenance
- Ability to handle residue near the seal area
Step 5: Match the machine to your operating environment
A machine for a small retail backroom is different from one used in a wet production area.
Think about:
- Available space
- Power supply
- Operator skill level
- Cleaning requirements
- Noise level
- Service access
Step 6: Evaluate total cost, not just purchase price
The cheapest machine can become the most expensive one if it causes downtime, rework, slow output, or poor packaging quality.
Include:
- Machine cost
- Maintenance cost
- Consumables
- Productivity gain
- Seal rejection rates
- Labor impact
- Expected service life
Vacuum Packaging Machine Selection Guide by Business Scale
| Factor | Small Business / Low Volume | Growing Business / Mid Volume | Large Commercial Operation |
| Best machine type | External vacuum sealer | Single chamber vacuum packaging machine | Double chamber or industrial chamber machine |
| Ideal products | Dry, simple SKUs | Mixed SKUs, moderate variety | High-throughput, demanding categories |
| Budget level | Lower | Medium | Higher |
| Seal consistency | Basic to moderate | Strong | Very strong |
| Speed | Slower | Moderate | Fast |
| Suitable for liquids | Limited | Good | Excellent |
| Labor efficiency | Lower | Better | Highest |
| Expansion potential | Limited | Good | Strong |
Best Practices for Better Results
A vacuum packaging machine performs best when the surrounding process is disciplined.
Use these best practices:
- Keep the seal area clean and dry before sealing.
- Use pouches designed for your machine type and product category.
- Test vacuum level and seal temperature for each SKU, not just once for all products.
- Train operators to spot wrinkles, trapped particles, and partial seals.
- Label packs clearly for batch control and stock rotation.
- Store finished products under suitable temperature and humidity conditions.
- Recheck vacuum performance regularly instead of waiting for visible failures.
- Run validation tests whenever you change pouch supplier, product format, or filling method.
Step-by-Step Process: How to Use a Vacuum Packaging Machine Properly
- Prepare the product correctly
Make sure the product is portioned, cleaned, cooled if needed, and ready for packing. Packaging warm or unstable products can create moisture and seal issues.
- Select the correct pouch
Choose the right size and barrier structure. The pouch should allow proper product fit without excess empty space or overly tight loading.
- Load the pouch carefully
Avoid contaminating the top seal area with oil, powder, crumbs, sauces, or product fragments.
- Position the pouch in the machine
Place it correctly based on the machine type. Alignment matters more than many users realize.
- Set vacuum and sealing parameters
Use settings suitable for the product. Delicate products may need gentler vacuum. Thick bags may need higher seal time.
- Run a test cycle
Inspect the finished pack for firmness, visual appearance, seal quality, and product integrity.
- Check seal strength
Look for wrinkles, incomplete seals, burn marks, trapped air, or leaks.
- Store the finished pack properly
Vacuum packaging improves protection, but storage still determines final shelf life.
- Document settings for repeatability
For recurring SKUs, record the settings that work. This improves consistency and reduces setup errors.
Common Mistakes That Reduce Shelf Life Of Vacuum Packaging Machine
Even a good vacuum packaging machine can underdeliver when the process is sloppy.
Using the wrong pouch material
Many buyers focus on the machine and ignore the pouch. That is a major mistake.
A poor pouch can allow oxygen ingress, puncture easily, or seal inconsistently. Always match barrier level and durability to the product.
Overfilling the pouch
When the product sits too close to the seal area, the risk of leakage increases. Leave enough headspace for correct sealing.
Vacuuming delicate products too aggressively
Soft bakery items, leafy products, or fragile snacks can get crushed. More vacuum is not always better.
Ignoring product temperature
Hot products can release vapor, interfere with sealing, or create internal condensation. That can hurt shelf life.
Assuming vacuum packaging replaces refrigeration
For many products, especially perishables, cold storage still matters. Vacuum packaging is a preservation support, not a universal substitute.
Skipping routine maintenance
Dirty sealing bars, worn gaskets, poor pump condition, and neglected service reduce machine performance gradually. Many businesses notice the problem only after spoilage or leakage complaints rise.
Ajanta Bottle: 45 Years of Packaging That Builds India’s Shelf Presence
With over 44 years of legacy in the Indian packaging industry, Ajanta Bottle has become more than just a packaging supplier it is a trusted partner to brands looking to scale, differentiate, and lead through design.
From the early days of supplying classic glass containers for pharmaceuticals and household staples to now providing premium glass jars, lightweight bottles, and customized aluminum cans for food and beverage businesses, Ajanta has stayed ahead by understanding what packaging really means in a competitive market.
We have worked with countless Indian brands, both legacy and new-age, helping them:
Launch shelf-ready products with strong first-impression value
Shift from plastic to glass to enhance sustainability and consumer trust
Integrate packaging design with brand stories for premium perception
Optimize for retail stocking, e-commerce delivery, and food service convenience
Our in-house decoration unit, innovative packaging machinery under Akikai, and continuous investment in research and customer education (through platforms like PackSchool) make us uniquely placed to support packaging transformations that matter.
Whether it’s a cold-pressed juice in a sleek amber glass bottle or a handcrafted pickle in a heritage-inspired jar, Ajanta Bottle enables food and beverage brands to lead with packaging that speaks louder than words.
We don’t just supply containers.
We build packaging stories that sell.
Ready to create the perfect glass packaging for your brand?
(Visited 109 times, 1 visits today)